PROJECT

The design and manufacture of the Raptor cylinder head.

|
|
The Idea After many years of designing and manufacturing cylinder heads for Pro Stock competition, I had an idea to manufacture an aftermarket cylinder head that incorporated technology and design characteristics found in current Pro Stock cylinder heads. The best aftermarket cylinder heads always seemed to be five to eight years behind current Pro Stock cylinder heads in both efficiency and design. I knew that if someone manufactured a head with the most up-to-date port and chamber designs possible, it would make more power than anything available and send the other cylinder head manufactures back to their drawing boards. Actually, I contemplated marketing such a head when I worked for Larry Morgan’s Pro Stock operation in 1996; but since I worked for a race team with no connections to the aftermarket and no real need for an aftermarket cylinder head, I dismissed the idea all together. The opportunity came when my brother, an engine builder for Reher-Morrison, called me in need of a cylinder head man. Prior to Larry Morgan, Brad and I had always worked together. In 1998 I accepted an offer to manage Reher Morrison’s cylinder head department and my thoughts of designing an aftermarket cylinder head started to look more promising. However, all my time was focused on gaining power for the Pro Stock team for the next two years.
The Project Once the team was enjoying some success and our research and development needs were not quite so demanding, I turned my attention to developing an aftermarket cylinder head. The idea was spurred on by a chance meeting with Ray Franks at a national event in Texas. Ray had been casting complex aluminum components for military contractors. He decided he could use his foundry to cast cylinder heads. He showed me what he called an “as cast” casting. As cast means that the ports, chamber and all related areas are cast in the cylinder head in finished form. Using this method resulted in approximately 80% less porting and 90% less CNC time. This was a considerable cost savings on a very labor intensive product. The more I thought about it the better the “as cast” cylinder head idea sounded. I called Ray and asked if he would cast a cylinder head of my own design if I gave him a complete working prototype. He agreed. All I had left to do was design it and submit the prototype to Ray. I sat down and did a marketing and profitability study before designing the prototype. I had to determine whether this head could recoup the R&D costs and be profitable within a short period of time. Also with the cost of racing going up, the average racer is less apt to spend more for a new cylinder head design, even if it guaranteed 100 more horse power. I had to design a head that would be less expensive and more powerful to appeal to the average racer. After adding up the costs of Pro Stock style symmetrical port cylinder head, I soon realized that my original idea would not come close to meeting my low-cost criteria. I became discouraged. It was starting to look like my original idea would not work. For example: If I manufactured a cylinder head just like current Pro Stock heads, it would cost approximately $1950.00 more than current spread port heads like the Dart Big Chief for just the heads alone. This does not include all the custom component parts needed in order to use these heads such as custom valve covers, valve train, a block with a 55mm cam, and a custom lifter bore layout, to name a few. Overall this would double the total cost of the heads making them financially out-of-reach for the average racer. I went back to the drawing board to think of a new way to make my initial idea work. My first idea was to base the head on as many generally available components as possible without sacrificing power potential. That alone would decrease the manufacturing and labor costs. But more importantly, it would decrease the cost of purchasing the heads. My second idea was to take into account the highest costs associated with the current cylinder heads by finding another way to make the same power without having to use the same method with the Pro Stock head such as semi-raw castings with more material in the ports that have to be angle milled to decrease chamber volume and CNC ported then returned back to me for hand finishing. After adding up the costs of this labor intensive path, I developed a new way to produce my prototype heads: (1) Design the cylinder head so that existing valve train could be used. This way customers would not have to purchase new valve train components; (2) Design the head with low profile, fast burn chambers eliminating angle milling and all related machine shop operations; (3) Design the intake and exhaust ports with the efficiency levels of current Pro Stock cylinder heads to increase power potential; (4) Use the new As-Cast technology from High Tech castings to reduce CNC time by 80% which substantially reduces manufacturing costs; and (5) Move port locations to optimize port designs while maintaining the locations close enough so that existing manifolds could be used. With this approach the total cost of acquiring my new cylinder heads would be $500.00-$800.00 less than currently available high end spread port cylinder heads and they would make more power to boot! Not only that, they are interchangeable with the 14 degree Big Chief heads. This would give the customer approximately 80-100 hp and save him about $2,000.00 in parts because the valves, springs, retainers, locks, valve train and intake manifold are interchangeable. The only parts a customer would need to purchase is pistons. This put the total cost of acquiring a Raptor cylinder head at approximately $4,500.00. That’s cheap horse power by anyone’s definition.
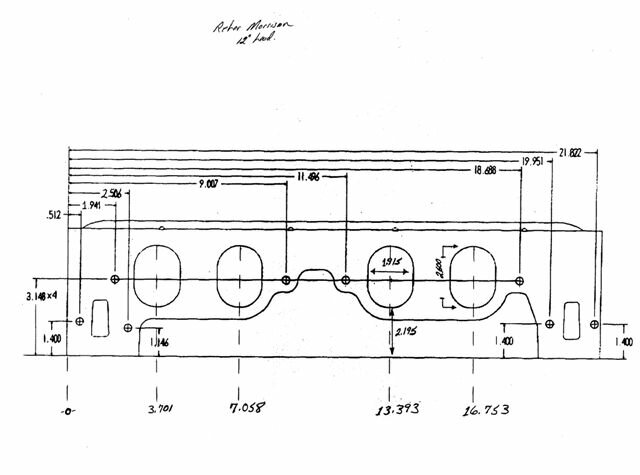
The Prototype I decided to use the C-Core Big Chief casting as the platform for the Raptor cylinder head. It made sense to use this head since I had to maintain the same bolt patterns and basic port locations. The bolt patterns and basic port locations of the Raptor would be the only similarities to the existing spread port heads. Everything else would change. Not only did the port and chamber designs change, but the water jacket within the heads and outside dimensions changed radically. I originally wanted to use 11degree by 5 degree intake valve angles so a flat top piston could be used. This would decrease piston mass and increase chamber efficiency. However, with research and testing, the chambers proved too small for large displacement engines. A valve angle of 11degrees created a chamber volume of 45cc to 50cc. Doing this would make the intake valve too low in the chamber. This would make a piston’s top ring down too far which would sacrifice power and overall piston design. I then determined that intake angles of 12 degrees by 4 degrees would keep the top ring high, keep the chamber volume in the low to mid 60cc range and have a very efficient chamber design. The exhaust valve angles would be 5 degrees by 4 degrees. I took the normal spark plug location and moved it deeper in the chamber. This would make it easier if large domes where used when optimizing compression for smaller displacement engines. This would create better flame travel and a more uniform burn over the dome. The actual valve location in the chamber relative to the bore was one of the major changes in the overall design. I rotated the valves about center like current Pro Stock heads and shift the intake valve off the bore wall as much as possible instead of using existing locations like every other spread port head on the market. This opened up the flow window, decreased shrouding and increased valve discharge coefficient by leaps and bounds over any other head. People who put these heads on the flow bench often wonder why they flow so well at .500 lift with 415cfm to 425cfm. The change in valve location is why. Using the existing valve train to lower cost did not let me rotate the valves as much as I had wanted to. However, I was still able to get very close to optimum positioning. The end result was an intake port with an 8% higher discharge coefficient and an average velocity that was 20ft/sec faster than any other spread port head I had ever seen. This would make the Raptor a very versatile head for many different engine combinations and displacements. The port designs where actually the easiest thing about this entire project. Once I had the prototype completed it was off to the foundry.
The Casting Prior to this project, my knowledge of the inner workings of a high tech foundry where very limited. I can’t say that now because of the diligent tutelage of Ray Franks and his partner in crime, Mike Green. They gave me the grand tour and a crash course in casting, foundry procedures and processes as well as tooling manufacture. My experiences before the Raptor project where limited to rubbing (manipulating) port cores in various cylinder head casting to alter water jacket flow or port core thickness. I really had no clue about how they actually machined the core boxes or how they could uniformly pour molten aluminum into very tiny crevices and end up with a uniform casting. It is much more complex than I or most people realize. High Tech Castings ability to pour extremely small and intricate castings really impressed me. Since they were already working on their own cylinder heads, they had the ability to manufacture the Raptor head much quicker than I had previously thought. The amount of time from the first pour to the finalized casting would take a little under six months. Even though some foundries can cast heads quicker, High Tech Castings had to cast As-Cast ports within .015 of the blue print specifications making it a slower process. After a year and three months and well over sixty thousand dollars invested, I finally had my Raptor cylinder heads. Once the first sets were completed, we put them one of the Reher Morrison 622 Super series engines and dyno'd them. It was obvious we had a really awesome cylinder head. It made 40hp more than our best 14 degree spread port heads. Not only was it more powerful but it came in $500.00 cheaper than the other heads we where having to machine from scratch. My final product was far better than I had originally envisioned. I learned in order to be successful; I had to make a high quality product with the most power possible at the lowest possible cost. I have used this experience to design the following products which are affordable and more powerful: 1. The Hit Man spread port manifold; 2. Raylar 8.1 liter big block Chevy heads; 3. Profiler Ford big block heads; 4. Sniper conventional big block Chevy manifolds; 5. Sniper, Jr. conventional big block Chevy manifolds; and 6. Profiler LS1 small block Chevy heads.
So, all this begs the question. Did I settle? Did I take short cuts and cut corners in order to bring my new cylinder head to market? After all, my original idea was to produce a Pro Stock cylinder head not a cost effective spread port style cylinder head. The answer is no, I did not settle. I was actually able to adapt, improvise and overcome obstacles the market had laid before me. I ended up making a product that had a greater impact because more racers could afford them and instantly increase their power at the same time.
|